What is Tolerance?

Tolerance is an acceptable limit of variation in a physical property or dimension.
Defining a tolerance will identify boundaries for acceptable variations that will not affect the function of a part or system.
With the injection molded process, part dimensions rely on many variables and are not necessarily machined to exact dimensions as other manufacturing processes. Variables are in materials, properties, designs, machines and the production processes can make it difficult to hold dimensions to the exact value. That is why an acceptable tolerance is necessary.
Not defining a tolerance in the design phase can lead to incorrect fit, product or function failure, delays in production and unexpected additional costs.
Below are 4 Steps to Achieving Proper Tolerance for Superior Part Performance:
1. DESIGN
The first step to controlling tolerance is to establish the tolerance zone during the design phase. A tolerance zone is vital to the functionality of most components. Establishing tolerance during the beginning stages of design will aid manufacturability and repeatability. Improving manufacturability and repeatability will maintain quality throughout the life of the program. Implementing tolerance zones can also restrict future or potential design changes that could result in function failure.
Important Design Characteristics:
Shrink rates can vary depending on the material selection and product wall thickness. Thicker sections may shrink at a different rate than thinner sections. Varying shrink rates can affect the ability to hold tight tolerances.
Part size can affect shrink rates as well. Small components have smaller shrinkage and are easier to maintain tighter dimensional control. However, large parts can be challenging to hold tighter tolerance as they shrink over a greater distance.
Analyzing mold flow before production can be beneficial. Accurately predicting gate location, fill speed, shear stress, packing, cooling and shrinkage will help define the tolerance zone. Read more about injection molding processes here.
Avoid tight tolerance in areas that are prone to warp, shrinkage or distortion.
2. MATERIAL SELECTION
There are numerous resins to choose from and selecting the right resin for your application is just as important as the design. Different resins have different properties and characteristics, for good reason. Injection molding quickly rose in the manufacturing industry due to the possibilities available with different resins.
A components environment can affect plastic properties and can result in a deviation from the tolerance. Plastics have larger thermal expansion than many other materials. Testing and measuring tolerance along with thermal expansion and part shrinkage in the components' normal operating environment is crucial to controlling tolerance, but most importantly tight tolerance. Climate-controlled environments hold tighter tolerances well. On the other hand, tight tolerances are not always necessary in environments where temperatures are uncontrollable or where plastic expansion or contraction occurs.
As mentioned in the design phase, shrinkage can affect tolerances. Part geometry can cause different shrink rates. Different resins also have different shrink rates. It is important to know resin properties in combination with part complexity to understand shrink rates to align proper tolerance zones.
3. TOOLING
Parts requiring tight or stringent tolerances should be produced by robust and well-designed tooling. Tools also need to provide consistent and repeatable heating and cooling. Otherwise, shrink rates will differ, and tolerance will be challenging to achieve.

Complex parts require complex tools. As a tool becomes more complex and additional components and features are added, it is important to make sure all components are transferring heat properly, allowing for acceptable resin and part cooling.
Monitoring pressure will identify resin viscosity, fill time and many other production processes that can affect resin properties and result in deviations and application failures. Utilizing in-mold pressure sensors will help track the proper pressure at each stage of the molding process.
Identifying an adequate gate location is important to achieve optimal material flow. This will contribute to avoiding unexpected shrinkage and warping.
4. PROCESS CONTROL
Developing a repeatable production process is key to achieving tight tolerances. Proper process and document control from the beginning of production will ensure the component does not experience unnecessary pressure, stress, heat, or additional factors that can disrupt resin properties or application function.
Understanding end user intent, life cycle expectations and environmental encounters are important to share and discuss with your plastic manufacturing partners. Keeping lines of communication open with your plastic manufacturer will aid the success of your application.
Repeatable processes can be achieved by conducting a Rheology test and a gate test. These tests will show you how repeatable your process and machines are as well as aid the optimization of your process and cycle time.
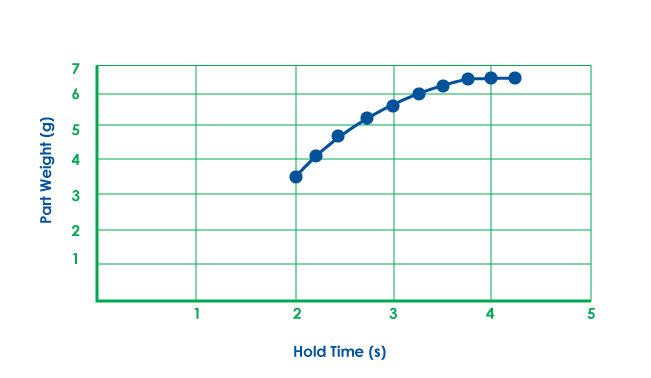
Gate Seal Test
Defining the time when the gate is sealed will aid repeatability and quality with each component.
Consider the follow Injection Molding processes to maximize manufacturability.
In-Mold Assembly